誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

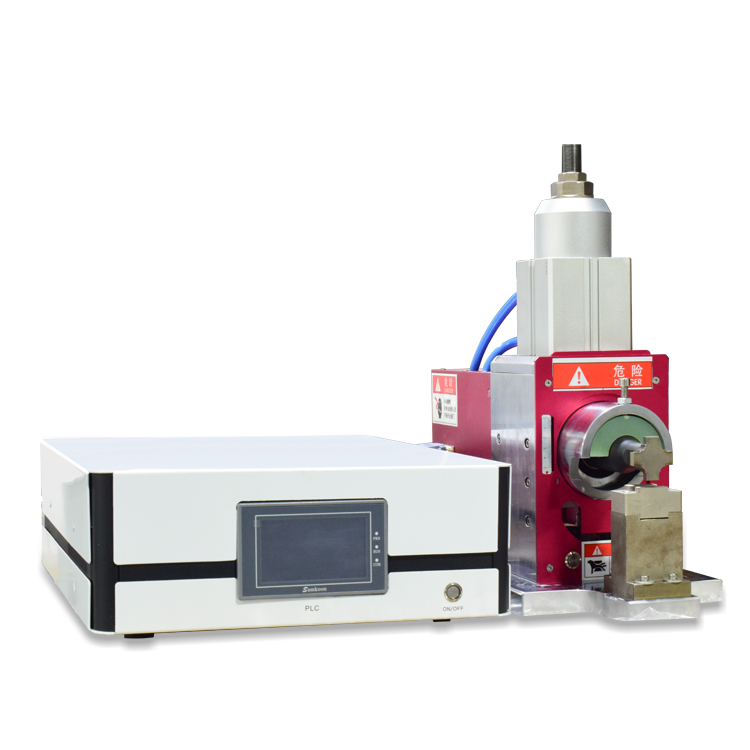
超聲波金屬焊接缺點分析
超聲波金屬焊接是一種特種連接技術(shù),自1950年美國人發(fā)明該技術(shù)以來,已在工業(yè)上得到了廣泛的應(yīng)用�����。超聲波金屬焊接原理是利用超聲波頻率(超過16kHz)的機械振動能量�����,連接同種金屬或異種金屬的一種特殊方法。在對金屬進行超聲波焊接時��,既不向工件輸送電流,也不向工件施以高溫?zé)嵩?��,只是在靜壓力作用之下����,將彈性振動能量轉(zhuǎn)變?yōu)楣ぜ缑骈g的摩擦功����、形變能及有限的溫升,使得焊接區(qū)域的金屬原子被瞬間激活���,兩相界面處的分子相互滲透����,最終實現(xiàn)金屬焊件的固態(tài)連接�。
超聲波金屬焊接的不足
①把超聲波應(yīng)用于金屬材料焊接中,雖然可以得到很好的焊接效果����,但是超聲波發(fā)生器和聲學(xué)系統(tǒng)與機械系統(tǒng)相結(jié)合的整個系統(tǒng),其穩(wěn)定性�����、可操作性、可靠性等方面還存在問題�����。所以聲學(xué)系統(tǒng)(換能器��、變幅桿����、連接部分)的設(shè)計,以及聲學(xué)系統(tǒng)與試件的連接方式等���,都是十分關(guān)鍵的問題�����。
②對金屬超聲波焊接機理的認識不足��。超聲金屬焊接是否無金屬熔化��,僅僅是一種固相焊接方法����,或者說是金屬間的“鍵和”過程,還有待進一步研究�。
③超聲波金屬焊接影響工藝參數(shù)因素較多,不易進行總結(jié)�。
④由于焊接所需的功率隨工件厚度及硬度的提高而呈指數(shù)增加���,而大功率超聲波焊機的制造困難�����,且成本很高�����。隨著焊接功率的進一步提高�,不僅在聲學(xué)系統(tǒng)的設(shè)計及制造方面將會面臨一系列較難解決的問題�,而且未必能取得預(yù)期的工藝效果。因此目前僅限于焊接絲����、箔、片等細薄件�����。
⑤超聲波焊機的“開敞性”比較差,工件的伸入尺寸也不能超過焊接系統(tǒng)所允許的范圍�����。接頭形式目前只限于搭接接頭�����。
⑥焊點表面容易出高頻機械振動而引起邊緣的疲勞破壞�����,對焊接硬而脆的材料不利���。
⑦目前來講���,對超聲波金屬焊接的焊接質(zhì)量的檢測還是比較難做的,無損檢測設(shè)備還沒有普及�����,常用方法無法用來監(jiān)控����,這也給大批量生產(chǎn)造成一定困難。