誠信立業(yè)??品質(zhì)為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

影響鋰電池極耳超聲波焊接穩(wěn)定性的因素
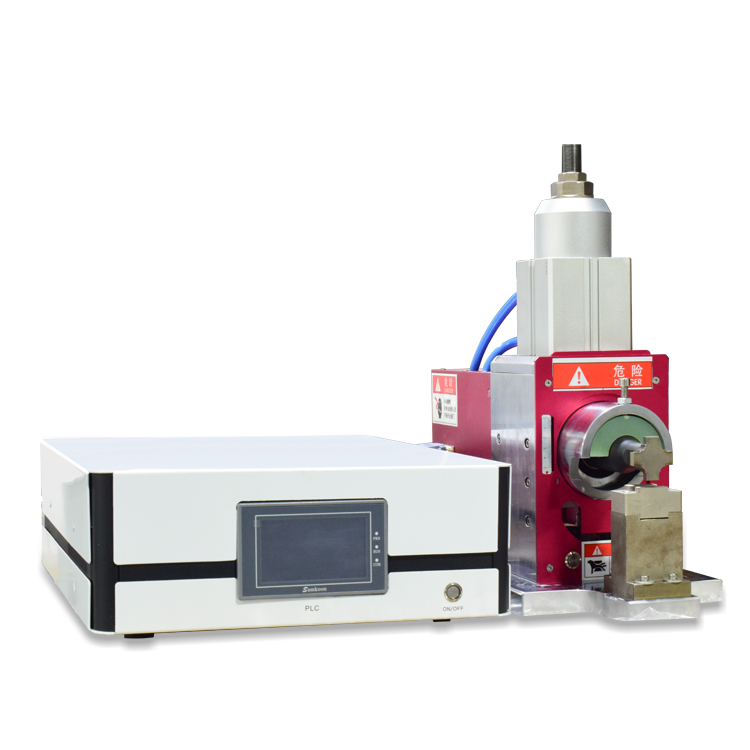
目前超聲波金屬焊接機在鋰電池行業(yè)應用廣泛���,是鋰電池極耳連接的主要工藝方法����,通過分析影響超聲波焊接穩(wěn)定性的基本因素�����,并提出提升焊接穩(wěn)定性的方法���,來保障超聲波焊接的一致性����。
影響超聲波焊接穩(wěn)定性的主要因素
1超聲波金屬焊接機的穩(wěn)定性
極耳超聲波焊接過程中����,設備本身的不穩(wěn)定性將直接導致焊接本身較大的差異化。
2焊接氣源的穩(wěn)定性
在超聲波焊接過程中�,焊接氣源壓力波動較大,導致焊接壓力不穩(wěn)定���。因為焊接機與自動化設備集成在一起�����,焊接設備的氣源與自動化設備上面的各種氣缸的氣源共用。所以��,為保障焊接機氣源的穩(wěn)定性,需將焊接設備的氣源與自動化設備的氣源分開�����,單獨為焊接設備提供氣源�����。
3焊頭�、底模齒牙的磨損
隨著焊接次數(shù)的增加,焊頭和底座的齒牙會出現(xiàn)不同程度的磨損����。當齒牙磨損較為嚴重時,焊接能量���、功率輸出不穩(wěn)�,導致焊接拉力過程監(jiān)控不符合工藝要求��。此時只能調(diào)節(jié)焊接工藝參數(shù)��,使得輸出增大�,以滿足焊接拉力強度的要求,但如此調(diào)節(jié)也只能短期維持生產(chǎn)���,但長期還會出現(xiàn)焊接連接拉力不合格的隱患��。根據(jù)焊接鋰電池極耳連接片的厚度��、極耳的層數(shù)和現(xiàn)場生產(chǎn)情況�,可以將焊頭和底座的使用周期分別進行上限限制,當超上限時進行更換和修磨�,保障焊接質(zhì)量,避免出現(xiàn)疑似焊接異常品��。并增加焊接拉力檢測頻次����,以較好地保證焊接的穩(wěn)定性和一致性。同時隨著生產(chǎn)繼續(xù)�����,焊頭的平整度和間隙也會出現(xiàn)微調(diào)整��,對焊頭�、底模的間隙和焊頭的平整度進行周期性檢測,以確保間隙和焊頭的平整度滿足生產(chǎn)要求����。
4焊頭和底模的齒牙外形和尺寸
焊頭和底模齒牙的大小設計對焊接的穩(wěn)定性影響比較大。在設計前�,焊頭底模齒牙配比,要做好充分的試驗和準備工作����,根據(jù)焊接介質(zhì)的層數(shù)、厚度����、焊印面積要求等設計焊頭和底模齒牙外形和尺寸。焊頭形貌設計對提高焊接接頭質(zhì)量非常重要�����,焊頭需要有足夠的齒深���,以嵌入被焊工件并提供給工件振動所需的剪切力����。但焊頭的齒深不易過大����,以減小焊頭對接頭的破壞作用。設計適宜的焊頭齒深,能夠改善焊接窗口���。
5焊接工裝夾具
如果焊接工裝夾具不能固定好電芯和極耳軟連接端����,電芯定位精度低���,則焊接比較隨意�,會常常出現(xiàn)焊點偏移��、焊裂����、焊斷等異常現(xiàn)象��,直接影響焊接產(chǎn)品的良品率�,導致電池性能的一致性較差?��?梢酝ㄟ^對焊接工裝夾具進行設計進而提高產(chǎn)品焊接的穩(wěn)定性和一致性�,為生產(chǎn)的穩(wěn)定性提供保障�。
6箔材來料表面質(zhì)量
極耳箔材在經(jīng)過涂布、輥切、分條���、轉(zhuǎn)運和疊片時�,極耳表面帶料�����、表面油污或其他異物影響焊接效果,導致焊接不穩(wěn)定�����。電芯前工序生產(chǎn)過程中��,需保障極耳表面清潔�����,故在前工序增加在線極片表面檢測系統(tǒng)�����,檢測極耳帶料時直接剔除報廢��;物料在轉(zhuǎn)運過程中,推行自動化轉(zhuǎn)運和上下料��,并禁止裸手接觸極耳表面��。
7異種金屬焊接
正負極軟連接表面會有鍍鎳�,因鎳與鋁或銅焊接時的可焊接窗口較小,此時鍍鎳的軟連接片一般需要放置在極耳箔材上方���,以保障較好的焊接效果��。
通過對極耳超聲波焊接穩(wěn)定性影響因素的分析��,并提出相應的優(yōu)化改善措施�,可以提高超聲波焊接的穩(wěn)定性和一致性�����,降低焊接的異常品率���,使得電池因焊接而產(chǎn)生的影響因素得到有效控制���,電池整體性能的一致性和可靠性得到提高�。