誠信立業(yè)??品質為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

浴缸泵塑料葉輪超聲波焊接
隨著塑料產(chǎn)業(yè)的發(fā)展���,塑料在水泵行業(yè)的應用越來越廣泛�,特別在衛(wèi)浴行業(yè)用泵(下稱浴缸泵)����,由于考慮安全性與經(jīng)濟性等因素�����,其泵體部分及葉輪均采用工程塑料�����。浴缸泵葉輪為閉式結構�,采用分體注塑再經(jīng)超聲波焊接成型。塑料超聲波焊接技術是借助超聲波使塑料件接觸面的分子快速融合在一起的加熱連接方法�。超聲波焊接是一種快捷,干凈����,有效的加工裝配工藝,其表現(xiàn)為焊接時間短����、表面無損壞、非焊接區(qū)域不發(fā)熱等優(yōu)點�。
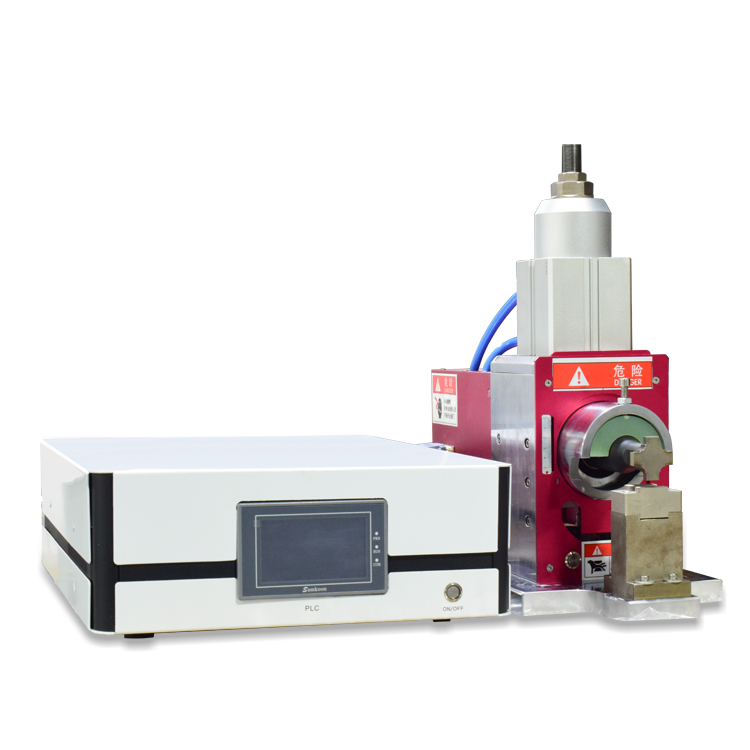
超聲波焊接工作原理
超聲波焊接裝置是通過一個電晶體功能設備將當前50/60Hz的電頻轉變成20KHz或40KHz的電能高頻電能,供應給轉換器��。轉換器將電能轉換成用于超聲波的機械振動能,調壓裝置負責傳輸轉變后的機械能至超聲波熔接機的焊頭�。焊頭是將機械振動能直接傳輸至需壓合產(chǎn)品的一種聲學裝置��。振動通過焊接工作件傳給粘合面振動磨擦產(chǎn)生熱能使塑膠熔化�,振動會在熔融狀態(tài)物質到達其介面時停止,短暫保持壓力可以使熔化物在粘合面固化時產(chǎn)生個強分子鍵���,整個周期通常不到一秒種��,但是其焊接強度卻接近一塊連著的材料�。
超聲波焊接工藝參數(shù)選擇
調整影響浴缸泵葉輪超聲波焊接質量的參數(shù)主要有很多��,首先應該選擇適當?shù)暮附诱穹?���,在適宜的振幅范圍內,振幅增加有利于超聲波能量的擴散�����,從而提高焊接接頭強度�����。其次是壓力與時間的平行,保持壓力不變的條件下�,超聲時間過長,溢料過多����,焊縫成形不美觀,超聲時間過短��,焊縫熔合不均勻�����,有局部未熔合��。反之�����,保持超聲波時間不變的條件下���,壓力過低�,熔合不完全�,有局部未焊透,壓力過高����,焊接工具頭在待焊葉輪接觸處會有壓痕���,影響其外觀質量。因此焊接過程中需要通過焊接效果調試���,確定最佳焊接時間、壓力等參數(shù)�����,達到完美的焊接效果�。
隨著超聲波焊接技術在塑料連接領域中越來越多的應用,它已成為塑料加工成型的重要方式之一��,對浴缸泵塑料葉輪的材料要求高�,結構較復雜,焊接后尺寸精度要求高等問題的研究�����,將加快超聲波焊接工藝在浴缸泵塑料葉輪領域中的進一步發(fā)展�。