誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

塑膠零件的超聲波焊接結(jié)構(gòu)設(shè)計
近年來�����,超聲波焊接工藝以焊接速度快���、能耗低��、焊縫一致性好等優(yōu)點��,在塑膠產(chǎn)品的焊接上得到了廣泛的應(yīng)用����。合理的超聲波塑膠結(jié)構(gòu)設(shè)計,對超聲波焊接工藝可以起到事半功倍的影響�,所以本文重點闡述了影響超聲波焊接的結(jié)構(gòu)設(shè)計。
超聲波導(dǎo)能線設(shè)計
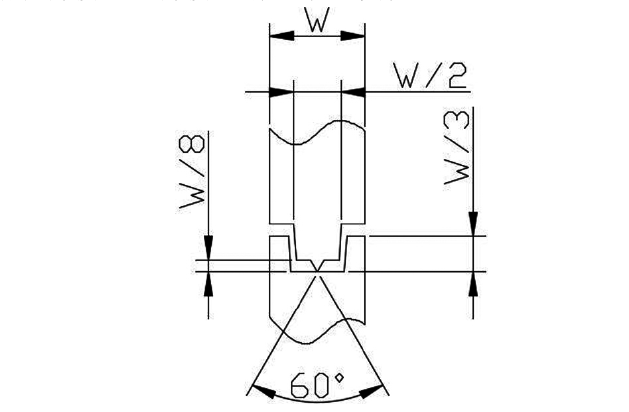
合理的超聲波導(dǎo)能線設(shè)計�����,以及超聲波導(dǎo)能線高度設(shè)計均會提高超聲波焊接產(chǎn)品的良率�����。如下圖所示��,導(dǎo)能線設(shè)計為榫槽式����,塑膠零件焊接裝配定位簡單容易�����。按照如圖的參數(shù)設(shè)計導(dǎo)能線的高度以及榫槽的寬度�����,熔融樹脂填充槽內(nèi)三面縫隙,增強焊接強度和密封性能�,減少焊接飛邊,焊接出的產(chǎn)品更加美觀�����。
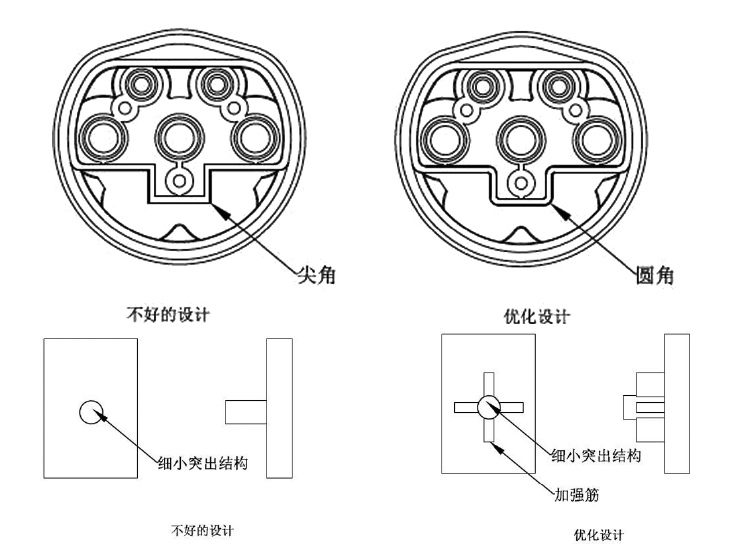
超聲波塑膠結(jié)構(gòu)設(shè)計注意事項實踐證明����,塑膠零件在設(shè)計時應(yīng)盡量避免塑膠零件中出現(xiàn)尖角、凸出的細小結(jié)構(gòu)等特征�。塑膠零件注塑成型過程中,尖角��、凸出結(jié)構(gòu)是應(yīng)力聚集區(qū)域���,在超聲波振動下容易產(chǎn)生裂痕和斷裂��。在尖角位置可以增加適當(dāng)?shù)膱A角過渡�����,凸出的結(jié)構(gòu)件需增加加強筋����,以便于增加塑膠的強度和避免應(yīng)力集中,如下圖所示:
超聲波傳導(dǎo)區(qū)域應(yīng)盡量避免出現(xiàn)開孔和彎曲突變結(jié)構(gòu)����,因為這些結(jié)構(gòu)會引起超聲波能量在振動傳導(dǎo)過程發(fā)生中斷和衰減,導(dǎo)致在開孔和突變結(jié)構(gòu)的下方出現(xiàn)焊接不良現(xiàn)象��。
避免薄膜效應(yīng)
在超聲波焊接過程中塑膠零件表面可能會出現(xiàn)能量聚集�����,出現(xiàn)燒焦���、燒穿的現(xiàn)象���。這種現(xiàn)象一般出現(xiàn)在零件的中心區(qū)域����,研究發(fā)現(xiàn)可通過以下多項措施來改善:(1)零件內(nèi)部增加加強筋。(2)增加零件壁厚���。(3)調(diào)節(jié)振幅�����。(4)減少焊接時間�����。(5)改變超聲波頻率��。
導(dǎo)能線的近場設(shè)計
塑膠零件的導(dǎo)能線設(shè)計應(yīng)盡量接近焊頭裝置�,近場設(shè)計有利于超聲波能量的傳遞。距離太遠��,由于塑膠零件的內(nèi)部阻尼作用��,將會大大衰減和抑制超聲波振動的能量��,需要提升超聲波功率或振幅來改善超聲焊接質(zhì)量���。
導(dǎo)能線的水平設(shè)計
塑膠零件的導(dǎo)能線設(shè)計應(yīng)盡量設(shè)計在同一水平面上��,以利于超聲波能量從焊頭同一時間傳遞到導(dǎo)能線上�����。導(dǎo)能線設(shè)計在不同的平面上�����,超聲波傳遞路線就會出現(xiàn)不同的段差�,導(dǎo)致在距離焊頭近的導(dǎo)能線先融化,而距離焊頭遠的導(dǎo)能線未融化��,增加整個超聲設(shè)備調(diào)機的難度��,需要不斷的去嘗試不同的焊接時間以及焊接功率來補償設(shè)計的不足�。
由于超聲波焊接的影響因素復(fù)雜多樣,而且超聲波本身焊接時間短���,焊接后產(chǎn)品難于檢測焊接質(zhì)量����,所以為獲得高焊接強度和密封要求的合格產(chǎn)品����,必須選擇合適的超聲焊接設(shè)備,合理的設(shè)計塑膠零件和焊接頭的結(jié)構(gòu)��,根據(jù)塑膠原料的物性表慎重的選擇塑膠原料的種類���,通過調(diào)整焊接設(shè)備的焊接工藝參數(shù)���,掌握超聲波的焊接機理,更好地把這項工藝應(yīng)用到塑膠產(chǎn)品上��,提高產(chǎn)品的生產(chǎn)效率����。