超聲波模具制作完成后需要借助頻率檢測儀修頻��,那么超聲波焊接模具頻率過高或過低怎么修?首先我們要知道超聲波模具適用范圍:中心頻率±0.15khz���,新模具制作優(yōu)佳的頻率要低于中心頻率。例如我們要制作一個15khz超聲波模具��,新模具的頻率最好為14.85khz。 一般來說超聲波模具頻率過高��,收腰身降低頻率�。超聲波模具頻率過低,降低模具高度�����。
超聲波模具頻率測試方法:
A��、阻抗分析儀
超聲波模具裝置于振動子或振動部組之上���,將輸出線連接于阻抗分析儀,再設定頻率范圍搜尋�����,阻抗最低�����、波形良好者即為諧振頻率��。在阻抗分析儀測試頻率���,可以很精確的看出模具的頻率及振態(tài)�;且其搜尋頻率范圍可設定,對于新研發(fā)的超聲波焊頭��,在初測頻率時無法判斷超聲波焊頭形狀及高度�����,可幫助設計者了解超聲波焊頭的振態(tài)及頻率����,故是焊頭的研展測試不可或缺的測試手段。
B���、信號產(chǎn)生+計頻器
超聲波模具裝置于振動子或振動部組之上���,將輸出線連接于信號產(chǎn)生器 ,在信號產(chǎn)生器上搜尋焊頭的諧振頻率���,尋至最低電壓時計頻器所示頻率�,即為焊頭的諧振頻率����。以此方式測試焊頭可避免超聲波模具因制作過程中,頻率或諧振點偏離太多,制作中即造成超聲波模具的損壞�。
C、HORN CHECK+計頻器
超聲波焊頭裝置于振動子或振動部組之上����,將輸出線連接于HORN CHECK,調(diào)整HORN CHECK之調(diào)頻鐵粉芯�����,尋至最低電壓時計頻器所示之頻率�����,即為超聲波模具的諧振頻率�����。
D�����、超聲波焊接機+頻率計
將頻率計接收信號線夾于振動線外皮�,直接在超聲波焊接機測頻率�����,調(diào)至機臺發(fā)振箱之電壓表、電流表最低點時���,計頻器所示之頻率��,即為超聲波焊頭的諧振頻率�����。
超聲波模具加工后頻率的修正可按如下方法進行:
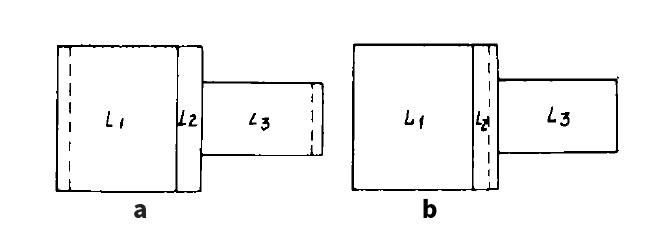
(1)當超聲波焊頭加工后實測頻率偏低時,切削減 短L1���,L3軸向尺寸,如下圖a所示?���?梢妼τ陬l率的降低,切短小端L3更為有效���。 (2)當實測超聲波焊頭頻率偏大時可以切削L2���,即加大L3。如圖b所示����,但不宜切削太多��,否則焊頭失效�。
超聲波模具頻率過高或過低�����,需要進行修頻時��,切記�,不能做太多修改,不得超過(軟件設計好)高度8mm��,否則超聲波模具使用不了�。