誠信立業(yè)??品質為本
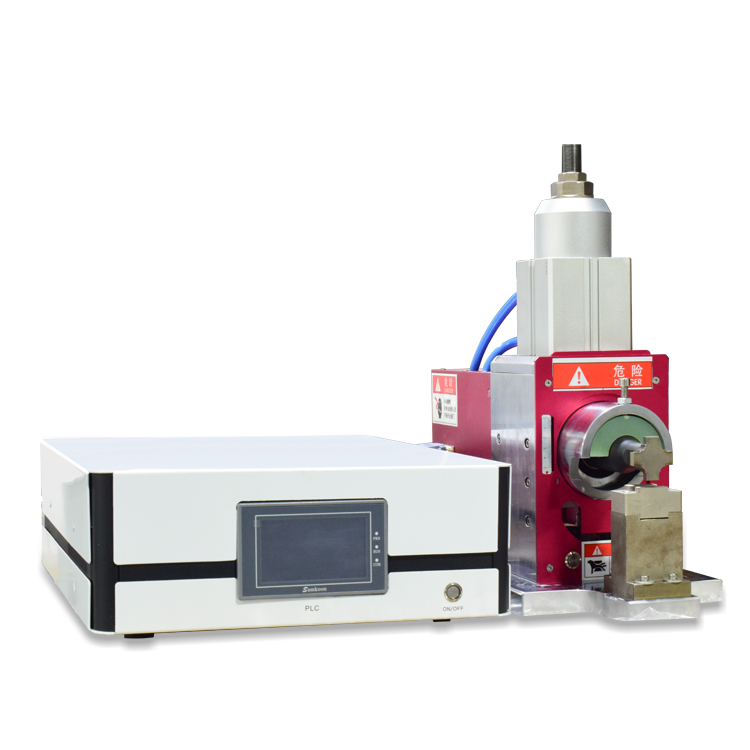
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

影響超聲波金屬焊接質量的主要因素
超聲波金屬焊接具有焊接速度快�、導電性好、接合強度高及固態(tài)加工等優(yōu)點�。超聲波焊接開始時�,切向振動使金屬表面氧化層破碎����,使得金屬表面變得粗糙,摩擦力劇增��, 粗糙面繼續(xù)擴大����,金屬母體材料的晶團被剪切、擠壓����、變形、 晶間被破壞��,同時局部溫度劇升�。中期階段��,晶團軟化破碎的氧化層微顆粒已被混入晶團����,被晶團包圍����。此時,如果繼續(xù)加壓��,被焊金屬將繼續(xù)塑性變形(被壓?�。?。到后期, 振動停止時溫度劇降����,晶團冷卻晶界低熔點雜質被細化, 分子之間��、晶粒之間被糅合在一起����,類似熔合。
影響超聲波金屬焊接質量的主要因素 :
(1) 振幅 :
振幅對于需要焊接的材料來說是一 個關鍵參數(shù),不同的換能器輸出的振幅也不同 , 同一換能器也可以通過配置不同的變幅桿及焊頭來改變焊頭的工作振幅,以滿足對不同材料的焊接要求.通常的換能器的輸出振幅為 5~20μm���, 而工作振幅一般為10~30μm 左右��,工作振幅同換能器輸出振幅、變幅桿及焊頭的形狀����,前后面積比等因素有關 。
A o;為振幅���,f 為工作頻率�。如果選擇振幅為 30μm��,工作頻率為 20kHz���,則通過計算可得出超聲波工作時的最大加速度 a�,約為 4.8 萬個重力加速度g�����。超聲波焊接就是在這樣的往復加速度下使金屬連接起來�。
(2) 頻率 :
任何的超聲波焊接機都有一個中心頻率,例如 20、40kHz 等���,焊接機的工作頻率主要由超聲波換能器 (Transducer)��、 超聲波變幅桿 (Booster)��、 和超聲波焊頭 (Horn) 的機械共振頻率所決定 �。 超聲波發(fā)生器的頻率根據(jù)機械共振頻率調整�����,以達到一致���,使焊頭工作在諧振狀態(tài)��,每一個部分都設計成一個半波長的整數(shù)倍諧振體 �。 超聲波發(fā)生器及機械共振頻率 都有一個諧振工作范圍 ���。以 20kHz 為例��。諧振工作 范圍一般設定為 (20±0.3)kHz�����, 在此范圍內焊接機基 本都能夠正常工作���。制作每一個焊頭時都會對諧振頻率做調整 �, 要求做到諧振頻率與設計頻率誤差小于0.1kHz���。 目前超聲波金屬焊接所用的頻率通常為 20 kHz����, 實際上焊頭的頻率一般會控制在19.90~20.10 k Hz����, 誤差小于 5‰�����。
(3) 節(jié)點 :
焊頭 ����、 超聲波變幅桿均被設計為一個工作頻率的半波長諧振體 , 在工作狀態(tài)下 ����, 兩個端面的振幅最大���,應力最小,而相當于中間位置的節(jié)點振幅為零���,應力最大 ��。 節(jié)點位置一般設計為固定位 �, 但通常的固定位設計時厚度要大于3mm����,或者是凹槽固定,所以固定位并不一定為零振幅 �����, 這樣就會引起一些叫聲和一部分的能量損失 �, 對于叫聲通常用橡膠圈同其它部件隔離,或采用降振結構設計進行屏蔽 ��, 能量損失在設計振幅參數(shù)時應充分考慮 �����。 橡膠圈被稱為軟固定 ����, 降振結構設計一般被稱為硬固定 �����。 在超聲波金屬焊接里 ��, 通常會采用硬固定結構 �����, 硬固定結構還有端面固定模式 ��。
(4) 網(wǎng)紋 :
超聲波金屬焊接通常會在焊接位表面,底座表面設計網(wǎng)紋�����,網(wǎng)紋設計的目地在于防止金屬件的滑動����,盡可能將能量傳遞到焊接位。網(wǎng)紋設計 一般有方形���、菱形�、條形網(wǎng)紋,網(wǎng)紋的大小與深淺根 據(jù)具體的焊接材料要求來確定 ����。
(5) 電源 :
金屬焊接裝置使用的超聲波電源和供塑料焊接裝置使用的超聲波電源沒有很大的區(qū)別。特殊性在于焊接金屬具有更高的要求���,為了滿足金屬焊接的需要���,必需使用智能化的超聲波電源 - 超聲波發(fā)生器 。 超聲波發(fā)生器具有頻率自動跟蹤系統(tǒng) �����, 在焊接過程中負載變化及溫升發(fā)生變化會引 起振動系統(tǒng)諧振頻率的改變�����,因此�����,要求超聲波發(fā)生 器要跟蹤振動系統(tǒng)的頻率�����,使發(fā)生器和振動系統(tǒng)之間一直處于諧振狀態(tài),頻率自動跟蹤系統(tǒng)能夠補償在焊接過程中出現(xiàn)的工作狀態(tài)改變 ����, 使系統(tǒng)重新處于諧振狀態(tài)并保正焊接參數(shù)的穩(wěn)定,重點是振幅的穩(wěn)定��,這對于金屬焊接具有非常重要的意義 ����。
(6) 換能器 :
供金屬超聲波焊接裝置使用的換能器和供塑料超聲波焊接裝置使用的換能器沒有很大的區(qū)別,特殊性在于焊接金屬材料具有更高的質量要求 ��, 因為在焊接金屬材料時往往需要很大的瞬間功率 ���, 要求換能器有高的功率容量和低的阻抗 ����, 因此用于塑料超聲波焊接裝置的小功率換能器不能用于金屬的超聲波焊接 �。
超聲波金屬焊接技術是在超聲波塑料焊接技術之上發(fā)展起來的 �, 但遠沒有像超聲波塑料焊接技術那樣獲得廣泛的應用 , 目前超聲波金屬焊接主要應用于汽車�、制冷、太陽能 �����、 電池、電子等幾個領域 ���。