超聲波焊接是一種快速高效的連接技術(shù),不需要焊劑和外部加熱。它的突出特點(diǎn)是焊接速度快��,焊接強(qiáng)度高��,焊縫質(zhì)量好�,成本低廉且安全可靠����。超聲波塑料焊接是最常用的塑料焊接方法��,廣泛應(yīng)用于電子��、文具��、食品��、化妝�、家電和玩具等行業(yè) ����。
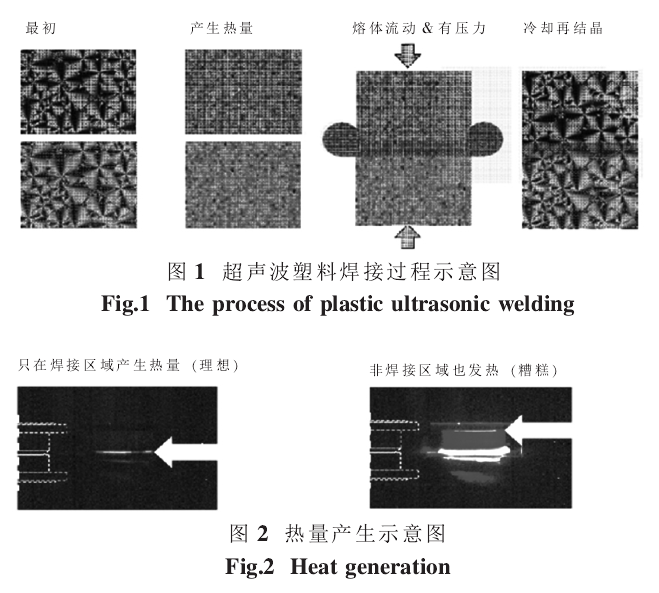
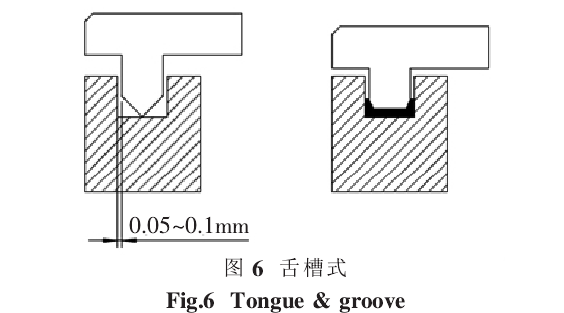
超聲波塑料焊接指的是利用超聲波振動(dòng)將兩個(gè)熱塑性塑料產(chǎn)品熔接在一起的過程。當(dāng)超聲波作用于塑料焊件時(shí)��,接觸面之間和分子間的摩擦使結(jié)合處的溫度急劇上升��,當(dāng)溫度高至足以使塑料熔化時(shí)���,兩個(gè)塑料焊件之間 將產(chǎn)生材料的熔體流動(dòng)��。當(dāng)振動(dòng)停止后�,塑料熔體在壓力下固化并再結(jié)晶����,而形成均勻的焊接��,見圖1��。由于熔體流動(dòng)在焊接邊界上產(chǎn)生黏合并再結(jié)晶�,焊接強(qiáng)度接近于原材料的強(qiáng)度��。根據(jù)上文��,理想的超聲波焊接的熱量應(yīng)該只發(fā)生在焊接區(qū)域�,見圖 2, 通過合理的能量導(dǎo)向結(jié)構(gòu) (又稱導(dǎo)能筋)來引導(dǎo)超聲波的熱量傳遞�����,這里的能導(dǎo)向結(jié)構(gòu)指的就是焊線結(jié)構(gòu) ���。
1、超聲波焊線結(jié)構(gòu)設(shè)計(jì)
影響產(chǎn)品超聲波焊接效果的因素有很多 �, 其中一個(gè)重要因素就是焊接結(jié)構(gòu)的設(shè)計(jì) 。 焊線結(jié)構(gòu)的好壞直接影響到后面焊接工藝的穩(wěn)定性和焊接質(zhì)量 ��。
1.1基本設(shè)計(jì)原則
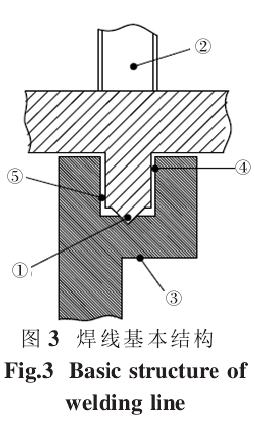
如圖 3 所示 ����, 一個(gè)理想的焊接結(jié)構(gòu)應(yīng)該包括以下五個(gè)部分:① 能量引導(dǎo): 引導(dǎo)超聲波能量在焊接區(qū)域產(chǎn)生熱量 ����;② 焊頭完全接觸:焊頭要覆蓋超聲波焊接區(qū)域 �����;③支撐:焊線結(jié) 構(gòu)正下方必須有支撐 ���;④ 密封性 : 預(yù)防熔接物溢出焊接區(qū)域 ��; ⑤ 體積和位移的預(yù)留:確保熔體在焊接區(qū)域能自由流動(dòng)����,兩塑料焊件之間的間隙確保焊接不受阻���。
當(dāng)設(shè)計(jì)焊線結(jié)構(gòu)時(shí) �, 如果實(shí)際產(chǎn)品中由于空間等原因�����,不能完全包括這五個(gè)基本結(jié)構(gòu),設(shè)計(jì)師 要知道你失去的是哪個(gè)結(jié)構(gòu)�,在不影響產(chǎn)品功能的前提下,與焊接工藝一起共同確保焊接質(zhì)量 ��。
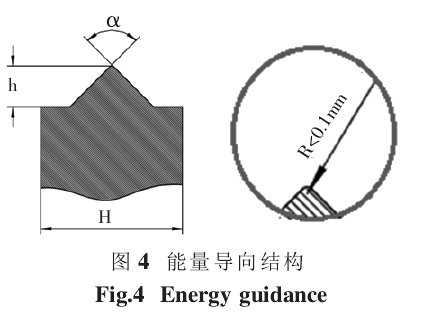
(1)能量導(dǎo)向 ����。一般把焊線結(jié)構(gòu)上的尖角作為能量導(dǎo)向,將超聲波能量直接傳遞到焊接區(qū)域����,而使零件本體不受高熱作用,這樣焊接時(shí)間短且所需能量少�。如果沒有尖角作為能量導(dǎo)向,焊接時(shí)間會(huì)大大延長����,零件的發(fā)熱區(qū)域也無法控制,容易發(fā)生熱損傷 �����。 如圖 4 所示 �����,能 量導(dǎo)向的尖角角度(ɑ)常見的有45°���、 60°�、90° 和 120°���, 根據(jù)超聲波焊接的能量傳遞效率和平衡 �����, 90° 的能量傳遞效率最高 ��, 有時(shí)也用 60°��, 但 45° 和 120° 盡量不建議使用 ���。 能量導(dǎo)向的高度(h)由焊件的材料和壁厚決定 , 一般來說 ��, 能量導(dǎo)向的高度至少是壁厚(H)的一半 ����。 實(shí)際設(shè)計(jì)中,也可以根據(jù)不同塑料材料的可焊性做相應(yīng)調(diào)整 ���, 可焊性好的塑料焊件所需的能量導(dǎo)向高度可以小一些 �����, 反之相反 �����。 考慮到能量導(dǎo)向如果太尖銳的話 ��, 可能會(huì)比較脆弱 ��, 而且模具也比較難實(shí)現(xiàn) ���, 所以尖角的端部實(shí)際會(huì)有倒角結(jié)構(gòu) ���, 但是該倒角半徑(R)不能超過 0.1mm。 另外 �, 根據(jù) “ 最弱點(diǎn) ” 原則 , 不要在焊接的其余任何位置設(shè)計(jì)多余的能量導(dǎo)向 ����, 即其它結(jié)構(gòu)處的倒角半徑至少必須大于等于 0.2mm���。
(2) 焊頭完全接觸 ���。 焊頭與上焊件的接觸面要覆蓋整個(gè)焊接區(qū)域 ��, 一般來說焊接面需要比焊接區(qū)域的橫截面 大3 倍 ��, 以確保能量傳遞損耗最小 �����。 另外 ����, 在焊接過程中 �����, 振幅會(huì)隨著焊接深度的加深而衰減 ���, 考慮到振幅的要求���,工藝設(shè)計(jì)時(shí),將焊接區(qū)域盡可能地靠近焊頭 ���。
(3) 支撐 �����。 焊線下方必須有支撐�,使得力能夠直接通 過焊線來傳遞。不要讓孔洞 ��、 階梯或者物件的彎曲使得力在傳遞過程中產(chǎn)生流失��,一般由工裝來實(shí)現(xiàn)支撐保護(hù) ����。另外,盡可能地讓支撐面靠件焊線結(jié)構(gòu)�����,且支撐面必須比焊線接縫大兩倍以上 �����。
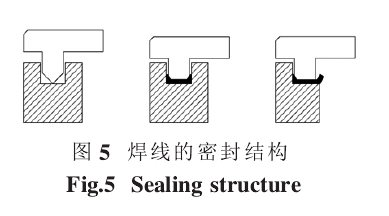
(4) 密封性 ��。 密封的焊線結(jié)構(gòu) ����, 如圖 5 所示 , 可以使熔 體均勻地流入并填充焊接槽中 �����, 使得熔體接觸面增大 ���, 確保焊接黏合力 �。 如果焊線結(jié)構(gòu)不密封 ��, 塑料熔體容易離開焊接區(qū)域 ���, 焊接黏合力也會(huì)隨著熔體塑料的減少而降低 ��, 而且多出來的余料會(huì)溢出焊接區(qū)域 ����, 導(dǎo)致產(chǎn)品外觀質(zhì)量缺陷 ��。 非結(jié)晶性塑料 ( 如 ABS) 不需要密封來保證焊接黏合力 �����, 因?yàn)榉墙Y(jié)晶物料的熔體焊接力能通過自身 熔體的粘性來保證 ; 而對于結(jié)晶性塑料 ( 如尼龍 )�����, 材料較軟不易吸收超聲波能量 �, 且受熱過程容易突然水化 , 熔體流動(dòng)不可控 ��, 所以密封性焊線結(jié)構(gòu)則尤為重要 �����。 隨著科技的進(jìn)步 ���, 產(chǎn)品尺寸越來越小 �, 焊接區(qū)域壁厚通常在 1.0mm 左右 ���, 沒有空間設(shè)計(jì)完整的密封區(qū)域 ��, 這時(shí)也可以只封住一個(gè)面 �����。 可以將內(nèi)側(cè)面密封打開 �����, 因?yàn)槟猃埐牧媳旧硎墙^緣的 �����, 即使余料流到產(chǎn)品內(nèi)部 ��, 對產(chǎn)品電氣性能也沒有影響 �。 但是外側(cè)一定要密封住 �, 這樣既保證基本的焊接黏合力 , 又能避免溢料影響外觀質(zhì)量 �����。
根據(jù)尼龍?zhí)赜械暮附有阅?�, 在設(shè)計(jì)連接器產(chǎn)品上的焊線結(jié)構(gòu)時(shí) , 密封或半密封結(jié)構(gòu)是首要考慮因素 ��。 優(yōu)先的焊線結(jié)構(gòu)常見的有四種 : 階梯式 �����、 舌槽式 �����、 斜截面式和 V 型槽式 。
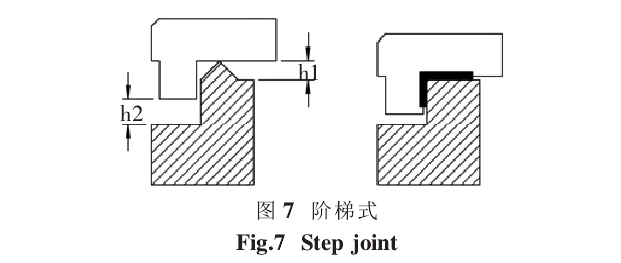
(1) 舌槽式焊線結(jié)構(gòu) �。
舌槽式焊線結(jié)構(gòu)是完整的密封焊線結(jié)構(gòu)。如圖 6 所示�����,焊接余料完全包含在焊接區(qū)域內(nèi)�����。上焊件的導(dǎo)能筋與下焊件的配合槽單邊間隙建議在 0.05mm~0.1mm 之間�。舌槽式焊線結(jié)構(gòu)需要較厚的壁,適用于壁厚大于 1.5mm 以上的焊接產(chǎn)品 �。
(2) 階梯式焊線結(jié)構(gòu) 。
階梯式焊線結(jié)構(gòu)如圖 7 所示 �����, 是典型的半密封焊線結(jié)構(gòu) ��。 在外側(cè)增加阻擋 ���, 防止焊料溢出表面而影響外觀 ����, 但允許部分焊料流入產(chǎn)品內(nèi)部 。 如圖所示 �, 尺寸 h2 應(yīng)該大于 h1(h2>h1), 不僅可以避免焊接硬阻力 �����, 還可以增加產(chǎn)品的外觀美觀 �����。階梯式焊線結(jié)構(gòu)適用于壁厚在 1.0mm 左右的焊接產(chǎn)品 ���。
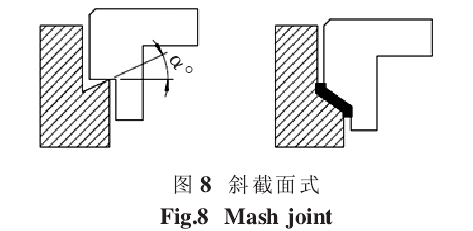
(3) 斜截面式焊線結(jié)構(gòu) 。
斜截面式焊線結(jié)構(gòu)也是一種 半密封焊線結(jié)構(gòu) ��。 如圖 8 所示 ��, 焊接余料包含在焊接區(qū)域以內(nèi) ���, 但允許部分焊料流入產(chǎn)品內(nèi)部 �。 斜截面角度 α 提供重要的能量導(dǎo)向 , 角度值建議在 20°<α<35° 之間 ���, 一般取 α≈25°���。 該焊線結(jié)構(gòu)對注塑工藝的精度要求較高 , 且需要較高的焊接能量 �。斜截面式焊線結(jié)構(gòu)不需要太厚的壁 , 適用于壁厚小于 1.0mm 的焊接產(chǎn)品 �。
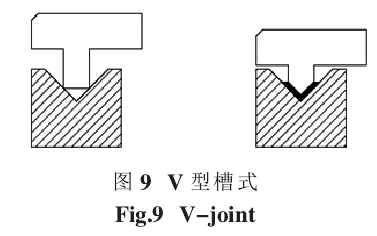
(4)V 型槽式焊線結(jié)構(gòu) 。
V 型槽式焊線結(jié)構(gòu)是介于完全密封和半密封焊線結(jié)構(gòu)之間 �。 如圖9 所示 , V 型槽的角度一般選 120°����, 適用于 較小的焊接產(chǎn)品 。 該焊線結(jié)構(gòu)對注塑工藝的精度要求較高 �����, 且也需要較高的焊接能量 �����。
合理的超聲波焊線結(jié)構(gòu)對焊接工藝穩(wěn)定和焊接溢料質(zhì)量的影響是巨大的��,因此在設(shè)計(jì)超聲波焊接產(chǎn)品時(shí)應(yīng)該提前做好功課。